
Tornillo para niños
Un tornillo es una máquina simple que se usa para unir piezas. Imagina un plano inclinado (como una rampa) enrollado alrededor de un cilindro; eso es básicamente un tornillo. También puedes pensarlo como un surco en espiral tallado en la superficie de un cilindro. Siempre funciona junto con un agujero que tiene una rosca (un surco similar).
Los tornillos tienen tres partes principales: la cabeza (la parte superior que se gira), el cuello (la parte lisa debajo de la cabeza) y la rosca (la parte en espiral que se enrosca). Una gran ventaja de los tornillos es que permiten desarmar las piezas que unen cuando sea necesario.

Contenido
¿De qué materiales están hechos los tornillos?
Los tornillos se fabrican con muchos materiales y aleaciones diferentes. La resistencia de un tornillo depende del material. Por ejemplo, un tornillo de aluminio es más ligero que uno de acero (una mezcla de hierro y carbono), pero el acero es más resistente.
Es muy importante usar el tornillo adecuado para cada trabajo. Si usas un tornillo demasiado duro para lo que necesitas, podría romperse como un cristal. Esto ocurre porque los tornillos muy duros son menos flexibles. Un tornillo hecho de una aleación más blanda podría doblarse, pero no se rompería, y seguiría uniendo las piezas.
¿Cómo se mide la resistencia de un tornillo?
Los tornillos suelen tener dos números grabados en su cabeza, como "8.8". Estos números siguen el estándar ISO y nos dicen qué tan fuerte es el tornillo:
- El primer número (por ejemplo, el 8 en "8.8") indica la resistencia a la rotura. Un 8 significa que soporta 800 MPa (megapascales) antes de romperse.
- El segundo número (el .8 en "8.8") indica la resistencia a la deformación. Un .8 significa que puede soportar el 80% de su resistencia a la rotura antes de deformarse permanentemente.
Los tornillos pueden soportar mucho peso o fuerza, pero tienen un límite. Si se aprietan demasiado, pueden rajarse o romperse.
¿Qué características definen a los tornillos?
Los tornillos se describen por varias características:
- Diámetro exterior: Es el ancho de la parte roscada. Se mide en mm o en fracciones de pulgada.
- Tipo de rosca: Hay muchos tipos, como la métrica o la Whitworth. Las roscas pueden ser externas (en los tornillos) o internas (en las tuercas).
- Paso de la rosca: Es la distancia entre dos crestas de la rosca. En el sistema métrico se mide en mm.
- Sentido de la rosca: La mayoría de los tornillos se enroscan girando a la derecha. Pero algunos, para usos especiales, giran a la izquierda. Por ejemplo, en las ruedas de algunos vehículos, los tornillos de un lado giran a la izquierda para que se aprieten solos con el movimiento.
- Material y resistencia: La mayoría son de acero con diferentes aleaciones y resistencias. Para madera, se usan mucho los de latón.
- Tipo de cabeza: La forma de la cabeza, como Phillips (cruz), Allen (hexagonal) o Torx (estrella).
Tipos de tornillos comunes
Hay muchísimos tipos de tornillos. Aquí te presentamos algunos de los más comunes:
Tornillos para madera

Estos tornillos, también llamados tirafondos para madera, tienen una rosca que cubre la mayor parte de su longitud. Su punta es afilada para que puedan abrirse camino en la madera sin necesidad de hacer un agujero previo. Se usan con destornilladores eléctricos o manuales.
Las cabezas de los tornillos para madera pueden ser:
- Plana: Se usa cuando la cabeza debe quedar al mismo nivel o hundida en la superficie.
- Puntiaguda (ovalada): La parte de abajo de la cabeza se hunde, dejando solo la parte superior redondeada. Son fáciles de quitar y se ven bien.
- Redondeada: Se usa para fijar piezas delgadas o cuando se necesitan arandelas. Son muy fáciles de quitar.
Las ranuras de las cabezas también varían:
- Ranura recta: Las ranuras tradicionales.
- Phillips: Ranuras en forma de cruz para que el destornillador no se resbale.
- Allen: Con un hueco hexagonal para usar una llave Allen.
- Torx: Con un hueco en forma de estrella.
Tornillos tirafondos para paredes y madera (DIN-571)
Estos tornillos son más gruesos que los de madera. Se usan para colgar objetos pesados en las paredes de los edificios, como toldos o aparatos de aire acondicionado. Primero se hace un agujero en la pared, se inserta un taco de plástico, y luego se enrosca el tornillo, que aprieta el taco y sujeta firmemente el objeto. Tienen cabeza hexagonal.

Tornillos autorroscantes y autoperforantes

Estos tornillos pueden abrir su propio camino en el material.
- Los autorroscantes tienen una punta cónica y una rosca delgada. Se usan para unir metal con madera, metal con metal, o metal con plástico.
- Los autoperforantes tienen una punta que funciona como una broca, lo que evita tener que hacer un agujero antes de usarlos. Son para metales más duros.
Tornillos de rosca cilíndrica para uniones metálicas

Estos tornillos se usan para unir piezas de metal. Se enroscan en un agujero ciego (que no atraviesa la pieza) o se usan con una tuerca y arandela en un agujero pasante (que sí atraviesa). Son muy importantes en las máquinas, ya que deben soportar grandes fuerzas sin aflojarse.
Los tipos de rosca más comunes son:
- Rosca métrica (normal o fina).
- Rosca "inglesa" (Whitworth).
- Rosca "americana" (SAE).
Los tipos de cabeza más usados son:
- Cabeza hexagonal.
- Cabeza Allen (hexagonal interna).
- Cabeza avellanada (plana, se hunde en la superficie).
- Cabeza cilíndrica.
- Cabeza Torx (estrella de seis puntas).


Fabricación de tornillos
Los tornillos se fabrican de muchas formas y tamaños. La producción actual está muy automatizada.
Tornillos para usos generales

La calidad de los tornillos normales se indica con un código en la cabeza, como 4.6, 5.6, 8.8, 10.9 o 12.9.
- El primer número multiplicado por 100 te da la resistencia a la rotura en Newtons por milímetro cuadrado (N/mm²). Por ejemplo, un tornillo 10.9 soporta 1000 N/mm².
- El segundo número indica el porcentaje de esa resistencia que puede soportar sin deformarse permanentemente. Un tornillo 10.9 tiene un límite de deformación del 90%, es decir, 900 N/mm².
Tornillos de miniatura

Con el avance de la electrónica, se necesitan tornillos muy pequeños. Estos suelen ser autorroscantes en materiales blandos como el plástico y se usan con destornilladores de precisión.
Tornillos de alta resistencia
Estos tornillos están diseñados para soportar grandes fuerzas y se usan en estructuras importantes. Los fabricantes suelen dar un certificado de garantía para ellos.
Tornillos de precisión
Se usan cuando se necesita una unión muy fuerte y fiable, por ejemplo, en máquinas que trabajan con mucha presión o velocidad. Tienen una resistencia extra a la rotura y a la fatiga.
Tornillos inviolables

Estos tornillos son especiales porque, una vez puestos, es casi imposible quitarlos sin romperlos. Su cabeza está diseñada para que las herramientas se resbalen al intentar aflojarlos. Se usan en lugares públicos para evitar que personas con malas intenciones los quiten.
Tornillos de titanio
El titanio es un metal muy especial.
- Titanio quirúrgico: No es tóxico para el cuerpo humano, es ligero y resistente. Por eso se usa en prótesis, implantes dentales y para reparar huesos rotos.
- Titanios de alta resistencia: La industria aeronáutica usa muchos tornillos de titanio por su gran resistencia y calidad.
- Titanio para hobbies: Se usan en motocicletas y bicicletas porque son ligeros y se pueden colorear.
- Titanio industrial: Se usan por su gran resistencia a los ácidos.
Tratamientos de los tornillos
La mayoría de los tornillos son de acero o aluminio. Los de aluminio son ligeros y se usan en madera o plástico. Los de acero inoxidable son duraderos y se usan en la industria alimentaria o en ambientes corrosivos.
Tratamientos superficiales anticorrosivos

El acero común no resiste bien la corrosión (el óxido). Para proteger los tornillos, se les aplican recubrimientos:
- Galvanizado: Se sumergen los tornillos en zinc fundido.
- Cincado electrolítico o mecánico: Se deposita una capa de zinc usando corriente continua. Es para piezas más pequeñas y da un acabado más uniforme.
- Pavonado: Es un acabado negro o azulado que protege el acero y lo hace más resistente a la corrosión. También ayuda a que retengan aceites lubricantes.
Para una protección aún mayor, se usan tornillos de acero inoxidable o de titanio, que son muy resistentes a la corrosión.
Medición y verificación de tornillos
Para medir o revisar las roscas de los tornillos, se usan diferentes herramientas:
- Micrómetros: Son instrumentos de medición directa que tienen puntas especiales para las roscas.
- Galgas: Son herramientas de medición indirecta. Hay galgas "pasa" y "no pasa" para verificar si la rosca tiene las medidas correctas. También hay plantillas para identificar el tipo de rosca.
Apriete de tornillos controlado

Apretar un tornillo con la fuerza adecuada es muy importante. Esto se llama "par de apriete".
- Un apriete correcto evita que el tornillo se afloje o que se apriete demasiado, lo que podría deformar las piezas o romper el tornillo.
- El par de apriete es la fuerza que se aplica al tornillo con una herramienta (como una llave o un destornillador).
- Los motores de los vehículos, por ejemplo, son muy sensibles a un apriete incorrecto.
La herramienta que se usa para apretar tornillos con un par de apriete específico se llama llave dinamométrica.
Defectos y fallos de los tornillos
Un tornillo defectuoso puede causar problemas en lo que une.
- Defecto de diseño o cálculo: Si el tornillo no es del tamaño o la calidad adecuados, puede romperse antes de tiempo.
- Defecto de fabricación: Si el material no es el correcto o las medidas no son precisas, el tornillo puede romperse o la rosca dañarse.
- Montaje incorrecto: Si no se aprieta con la fuerza adecuada, el tornillo puede romperse (si se aprieta demasiado) o el conjunto puede quedar flojo y vibrar (si se aprieta poco).
- Deterioro por corrosión: Si el tornillo se oxida, se debilita. En el mantenimiento, los tornillos oxidados deben cambiarse.
- Dificultad al desmontar: Si un tornillo está muy oxidado, puede romperse al intentar aflojarlo. Se pueden usar lubricantes para ayudar a aflojarlos.

Historia del tornillo
Los primeros usos de las roscas se remontan al tornillo de Arquímedes, inventado por el sabio griego Arquímedes hace unos 2300 años. Se usaba para subir agua en el valle del Nilo.
Durante el Renacimiento, las roscas empezaron a usarse para fijar piezas en relojes y máquinas. Leonardo da Vinci incluso ideó formas de tallar roscas. Sin embargo, los tornillos se hacían a mano y sin un estándar hasta la Revolución industrial.
En 1841, el ingeniero británico Joseph Whitworth creó un estándar para la rosca que lleva su nombre. Más tarde, en 1946, la Organización Internacional de Normalización (ISO) estableció el sistema de rosca métrica, que es el más usado hoy en día en casi todo el mundo.
Galería de imágenes
-
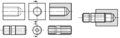
Representación gráfica de un tornillo.
-
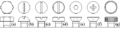
Tipos de cabezas de tornillo
-

Llave de bocas fijas.
-

Juego de llaves Allen.
-

Destornillador eléctrico.


Véase también
 En inglés: Screw Facts for Kids
En inglés: Screw Facts for Kids
