
Corte con láser para niños


El corte con láser es una técnica moderna que usa un rayo de luz muy potente, llamado láser, para cortar diferentes materiales. Imagina un rayo de luz tan concentrado que puede derretir o vaporizar metal. Para que el material cortado se vaya, se usa un gas a presión, como oxígeno o nitrógeno.
Esta técnica es muy buena para cortar formas complicadas en láminas de metal. Una de sus grandes ventajas es que no necesitas moldes especiales para cada forma. Además, las máquinas que lo hacen son robots, lo que asegura que el corte sea muy preciso.
Entre los puntos menos favorables, el equipo de corte láser es costoso. También, cuanto mejor conduzca el calor un material, más difícil será cortarlo. Sin embargo, si se usa correctamente, el láser no deja bordes ásperos en el material. Los materiales más comunes que se cortan son acero y aluminio, con grosores de 0.5 a 6 milímetros.
El corte por láser es un proceso que usa el calor de un rayo de luz muy concentrado. Este rayo derrite o vaporiza el material. Un gas ayuda a quitar el material derretido o vaporizado del camino del láser. Se pueden cortar tanto metales como otros materiales. El rayo láser a menudo se envía en pulsos muy potentes, lo que hace que el corte sea más rápido.
Los láseres industriales más comunes son los de dióxido de carbono (CO₂) y los de granate de aluminio de itrio dopado con neodimio (Nd:YAG), que incluyen los láseres de fibra. El láser de CO₂ usa un gas para funcionar, mientras que el Nd:YAG usa un material cristalino. Los láseres de fibra emiten luz en una onda muy fina, lo que ayuda a que la luz se mantenga enfocada.
Cuando se usa equipo automatizado, el corte láser es muy preciso. Los cortes son estrechos, con poca zona afectada por el calor y casi sin deformación. Es un proceso flexible, fácil de automatizar y muy rápido. Además, es una tecnología limpia que no contamina ni usa químicos dañinos. Aunque el equipo es caro, los precios están bajando.
Contenido
Historia del corte láser
En 1965, se usó la primera máquina de corte por láser para hacer agujeros en moldes de diamante. Esta máquina fue creada por el Centro de Investigación de Ingeniería de Western Electric. En 1967, en el Reino Unido, se empezó a usar el láser con chorro de oxígeno para cortar metales. En los años 70, esta tecnología se usó para cortar titanio en la industria aeroespacial. Al mismo tiempo, los láseres de CO₂ se adaptaron para cortar materiales no metálicos, como telas.
Tipos de láser para cortar

Hay tres tipos principales de láser que se usan para cortar. El láser de CO2 es bueno para cortar, perforar y grabar. Los láseres de neodimio (Nd) y de neodimio itrio-aluminio-granate (Nd:YAG) son similares, pero se usan para cosas diferentes. El Nd se usa para perforar cuando se necesita mucha energía pero pocas repeticiones. El láser Nd:YAG se usa para mucha potencia, perforación y grabado. Ambos, el láser CO₂ y el Nd/Nd:YAG, también pueden usarse para soldar.
Los láseres de CO₂ suelen funcionar pasando una corriente eléctrica a través de una mezcla de gases. Los láseres de CO₂ se usan para cortar muchos materiales en la industria, como titanio, acero, aluminio, plástico, madera, telas y papel. Los láseres YAG se usan principalmente para cortar metales y cerámica.
Además de la fuente de energía, la forma en que fluye el gas también afecta el rendimiento. El generador láser y las partes ópticas necesitan enfriamiento. El agua es un líquido común para enfriar, que circula a través de un sistema especial.
Un "microchorro láser" es un láser que usa un chorro de agua para guiar el rayo láser. El agua también ayuda a quitar los residuos y a enfriar el material. Esto permite cortes rápidos y precisos.
Los láser de fibra son un tipo de láser que está creciendo mucho en la industria del corte de metales. A diferencia del CO₂, los láseres de fibra usan un material sólido. El rayo láser se produce y luego se amplifica dentro de una fibra de vidrio. Con una longitud de onda muy pequeña, los láseres de fibra crean un punto muy fino. Esto los hace ideales para cortar metales que reflejan mucho la luz, como el cobre y el latón.
Las ventajas del corte con láser de fibra incluyen:
- Procesamiento rápido.
- Menor consumo de energía.
- Mayor fiabilidad y rendimiento.
- Poco mantenimiento.
- Capacidad para cortar materiales muy reflectantes como cobre y latón.
- Mayor productividad.
Cómo funciona el corte láser





El corte térmico por láser funciona con dos cosas a la vez. Primero, el rayo láser concentrado es absorbido por el material, dando la energía para cortar. Segundo, una boquilla alrededor del láser lanza un gas que protege la óptica y empuja el material cortado fuera del camino. Dependiendo de la temperatura y el gas, el material se quita de diferentes maneras: como líquido, óxido o vapor. Esto da lugar a tres tipos de corte: por fusión, por llama y por sublimación.
Hoy en día, se pueden cortar láminas de acero de hasta 40 mm, acero inoxidable de hasta 50 mm y aluminio de hasta 25 mm con láser. Cortar aluminio o cobre es más difícil que el acero. Esto se debe a que reflejan mucha luz del láser al principio. Aunque luego absorben más, su alta conductividad térmica hace que el corte sea más lento.
El cobre y otros metales que conducen bien el calor son difíciles de cortar con láser de CO₂. Esto es porque reflejan mucha luz y no se calientan fácilmente. Sin embargo, para láminas delgadas, se pueden usar láseres Nd:YAG pulsados, que pueden cortar casi todos los materiales.
El momento más importante en el corte por láser es cuando el láser perfora el material. Esto toma tiempo y a veces se hace en pulsos para evitar que el material salpique y dañe el equipo. Las máquinas modernas tienen sensores que detectan cuándo se ha perforado el material, ahorrando tiempo.
Al cortar acero con láser, los bordes pueden endurecerse por los cambios de temperatura. Esto puede causar problemas si se necesita trabajar más en esas piezas después.
El material que se va a cortar se coloca sobre un soporte. Este soporte debe tener el menor contacto posible con el material para que los residuos caigan. También debe reflejar poco el láser y ser resistente al rayo láser para durar mucho tiempo.
Los procesos de corte se clasifican así:
Corte por fusión con rayo láser
En el corte por fusión, el material se derrite y se expulsa continuamente con un gas que no reacciona, como el nitrógeno. Este gas también evita que la superficie se oxide. Se usa nitrógeno por su costo, y a veces argón o helio. Las presiones del gas pueden ser muy altas. Este proceso se usa principalmente cuando se necesitan cortes sin óxido en acero inoxidable. También es útil para aleaciones de aluminio y otros metales que se derriten a altas temperaturas.
La calidad de este corte es muy buena, con pocos surcos en los bordes y sin rebabas (bordes ásperos) en la parte inferior. El láser derrite el material de forma semicircular. A medida que el corte avanza, el material derretido puede solidificarse en los bordes, creando una textura característica. Si el gas no tiene suficiente fuerza para expulsar todo el material derretido, pueden formarse rebabas. La calidad del corte depende de la posición del foco, la velocidad, la potencia del láser y la presión del gas.
Corte por sublimación láser
El corte por sublimación se caracteriza porque el material calentado se convierte directamente en vapor, sin pasar por un estado líquido. El gas de proceso no solo expulsa el vapor, sino que también evita que se condense. Este método es ideal para materiales que no tienen un estado líquido definido, como la madera, el cuero, los textiles y algunos plásticos.
Los cortes por sublimación no suelen tener rebabas. Los gases que se producen a menudo son inflamables. Generalmente se usa aire o nitrógeno como gas. El oscurecimiento de los bordes en la madera se puede reducir usando pulsos de láser, gas con oxígeno, un buen enfoque o cortando rápido con suficiente potencia.
El PMMA (un tipo de plástico transparente) se puede cortar sin rebabas y con bordes lisos y transparentes.
Galería de imágenes
-
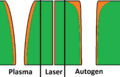
Secciones transversales de kerfs en corte por plasma, corte por láser y oxicorte.
-
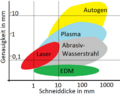
Precisión en diferentes espesores de chapa Corte por llama, corte por plasma, corte por chorro de agua, corte por láser y mecanizado por electroerosión (EDM)
-
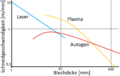
Velocidades de corte para oxicorte, corte por láser y corte por plasma
-

Corte por láser de cobre con una máquina láser de estado sólido




Véase también
 En inglés: Laser cutting Facts for Kids
En inglés: Laser cutting Facts for Kids
- Láser
- Corte
- Impresión 3D
