
Biodiésel para niños
El biodiésel es un tipo de combustible líquido que se fabrica a partir de aceites vegetales o grasas de animales. Se puede usar solo o mezclado con el diésel que viene del petróleo. Es una alternativa más amigable con el ambiente.
Para hacer biodiésel, se usan procesos especiales en fábricas que transforman los aceites y grasas. El biodiésel se puede mezclar con el diésel normal en diferentes proporciones. Por ejemplo, si ves "B5", significa que tiene un 5% de biodiésel. "B100" significa que es 100% biodiésel.
Los aceites vegetales se conocen desde hace mucho tiempo como una fuente de energía para motores. Rudolf Diesel, el inventor del motor diésel, ya experimentaba con aceite de cacahuete en sus primeros motores. A principios del siglo XXI, la búsqueda de nuevas fuentes de energía renovables impulsó el desarrollo del biodiésel como una opción para los vehículos.
Es importante saber que el biodiésel puede afectar el caucho natural. Por eso, en algunos motores más antiguos, las piezas de caucho deben cambiarse por otras de materiales sintéticos si se usa biodiésel puro o en altas concentraciones.
Contenido
Historia del Biodiésel
Primeros Pasos y Rudolf Diesel
La idea de transformar aceites vegetales para usarlos como combustible existe desde hace mucho tiempo. En 1853, un científico llamado Patrick Duffy ya había investigado cómo cambiar los aceites vegetales.
Muchos años después, en 1893, Rudolf Diesel hizo funcionar su primer motor en Alemania. Este motor, que era grande y de hierro, usaba aceite de cacahuete como combustible. Rudolf Diesel soñaba con que su motor usara combustibles de origen vegetal en el futuro. Incluso en 1912, dijo que los aceites vegetales podrían ser muy importantes para reemplazar al petróleo y al carbón. Por eso, el 10 de agosto se celebra el "Día Internacional del Biodiésel".
El Petróleo Toma la Delantera
Durante los años 1920, los fabricantes de motores diésel empezaron a adaptar sus motores para usar el diésel del petróleo, que era más barato de producir que los combustibles vegetales. Esto hizo que los combustibles de origen vegetal casi desaparecieran por muchos años.
Sin embargo, en varios países, como Argentina, se siguió experimentando con aceites como sustituto del diésel. Se dieron cuenta de que los aceites eran más espesos y podían causar problemas en los motores.
El Nacimiento del Biodiésel Moderno
En 1937, un científico belga, G. Chavanne, obtuvo una patente por un proceso para transformar aceites vegetales en combustible usando alcohol. Esta fue la primera vez que se produjo lo que hoy conocemos como biodiésel.
Más recientemente, en 1977, el científico brasileño Expedito Parente inventó y patentó el primer proceso industrial para producir biodiésel a gran escala.
Durante los años 80 y 90, se abrieron muchas plantas de biodiésel en Europa. Países como Francia comenzaron a mezclar biodiésel con el diésel normal para el transporte público.
En 2005, Minnesota fue el primer estado en Estados Unidos en exigir que el diésel comercializado contuviera al menos un 2% de biodiésel.
¿Cómo es el Biodiésel?
Características Físicas
El biodiésel es un líquido que puede ser de color dorado a marrón oscuro, dependiendo de qué material se usó para hacerlo. Es más denso que el agua y no se mezcla con ella.
Una de sus propiedades importantes es su "punto de inflamación", que es la temperatura a la que sus vapores pueden encenderse. El biodiésel tiene un punto de inflamación mucho más alto (más de 130°C) que el diésel normal (64°C) o la gasolina (40°C), lo que lo hace más seguro de almacenar y transportar.
Además, el biodiésel casi no contiene azufre. El azufre es un elemento que, al quemarse, produce gases que pueden contaminar el aire.
Compatibilidad con Materiales
El biodiésel es compatible con algunos plásticos como el polietileno de alta densidad. Sin embargo, puede dañar lentamente el PVC y disolver otros polímeros.
En cuanto a los metales, el biodiésel puede afectar materiales que contienen cobre, zinc, estaño, plomo y hierro fundido. Pero no afecta al acero inoxidable ni al aluminio.
¿Se congela el Biodiésel?
Cuando el biodiésel se enfría mucho, puede empezar a volverse turbio y luego a espesarse, como un gel. Esto se debe a que algunas de sus moléculas forman cristales. La temperatura a la que esto ocurre depende de los materiales con los que se hizo. Por ejemplo, el biodiésel hecho de grasa animal puede empezar a gelificarse a unos 16°C.
Para evitar que se congele en climas fríos, se le pueden añadir aditivos o mezclarlo con diésel normal o queroseno.
¿Qué pasa con el agua?
El biodiésel puede absorber pequeñas cantidades de agua del aire, como una esponja. Esto es un problema porque el agua puede:
- Reducir la energía que produce el combustible.
- Causar corrosión (óxido) en las partes del motor.
- Favorecer el crecimiento de microbios que pueden tapar los filtros.
- Congelarse y formar cristales de hielo en climas fríos.
¿Cómo se Fabrica el Biodiésel?

El proceso principal para hacer biodiésel se llama "transesterificación". Consiste en combinar un aceite (como el aceite vegetal) con un tipo de alcohol, generalmente metanol. Como resultado de esta reacción, se obtiene biodiésel y también glicerina, que es un producto útil para otras industrias, como la de cosméticos.
Para que la reacción sea más rápida, se usa calor y una sustancia que ayuda a la reacción, llamada catalizador (que puede ser un ácido o una base). La mayoría del biodiésel se produce usando una base como catalizador porque es más económico y eficiente.
Materias Primas para el Biodiésel
El biodiésel se puede hacer de muchas fuentes diferentes:
- Aceites vegetales nuevos: Los más usados son el aceite de colza (canola) y el de soja. También se puede obtener de girasol, palma, coco, entre otros.
- Aceites vegetales usados: ¡Sí, el aceite de cocina usado de restaurantes y casas! Esto es genial porque se recicla un residuo y se le da un nuevo uso.
- Grasas animales: Grasas de cerdo, gallina o subproductos de pescado.
- Algas: Se están investigando mucho porque pueden crecer en lugares donde no se cultiva comida y tienen mucho aceite.
- Otras plantas: Como la jatropha, que puede crecer en zonas secas, o la salicornia, que crece en agua salada.
El alcohol que se usa suele ser metanol o etanol. El metanol se puede obtener del petróleo o de la madera, y el etanol de plantas o del petróleo.
Métodos de Producción Industrial
Existen varios métodos para producir biodiésel a gran escala:
- Proceso con catalizador: Es el más común, usando una base como el hidróxido de sodio (sosa cáustica) o hidróxido de potasio.
- Procesos supercríticos: Se usan temperaturas y presiones muy altas, lo que permite que el aceite y el alcohol reaccionen sin necesidad de un catalizador.
- Procesos enzimáticos: Se investiga el uso de enzimas (sustancias naturales que aceleran reacciones) para producir biodiésel, aunque aún es costoso.
- Método ultrasónico: Se usan ondas de sonido de alta frecuencia para mezclar y calentar los ingredientes, lo que acelera mucho la reacción.
Usos y Aplicaciones del Biodiésel

El biodiésel se puede usar en muchos lugares:
- Vehículos: Se usa en coches, camiones y autobuses, ya sea puro (B100) o mezclado con diésel normal (como B5 o B20). Algunos fabricantes de vehículos ya apoyan su uso. Por ejemplo, en Argentina, desde 2014, todo el diésel debe contener un 10% de biodiésel.
- Trenes: Algunas compañías de trenes, como Virgin Trains en el Reino Unido, han probado trenes que funcionan con biodiésel. Incluso los trenes de los parques de Disney han usado biodiésel hecho con aceites de cocina usados del parque.
- Calefacción: También se puede usar como combustible para calderas en casas y edificios. Una mezcla de 20% biodiésel y 80% aceite normal es común para no tener que modificar los sistemas.
Ventajas y Desventajas del Biodiésel
Ventajas
- Menos contaminación: El biodiésel reduce las emisiones de gases dañinos como el monóxido de carbono y las partículas que salen de los vehículos.
- Menos gases de efecto invernadero: Ayuda a reducir las emisiones de CO2, que contribuyen al cambio climático, entre un 25% y un 80% menos que el diésel de petróleo.
- Protege el suelo: Su producción puede dar un uso a tierras agrícolas que de otra forma se abandonarían, ayudando a prevenir la erosión.
- Mejora el motor: Por sus propiedades, puede reducir el desgaste de algunas partes del motor, como la bomba de inyección.
- No tiene azufre: Al no contener azufre, no lo libera al quemarse.
Desventajas
- Deforestación: Una de las mayores preocupaciones es que la producción de aceites como el de palma, usado para biodiésel, ha causado deforestación en lugares como Malasia e Indonesia, afectando a animales y comunidades locales.
- Filtros obstruidos: Cuando se empieza a usar biodiésel en un motor que antes usaba diésel de petróleo, el biodiésel puede limpiar los residuos viejos y hacer que los filtros se tapen. Por eso, se recomienda cambiar los filtros al principio.
- Menor energía: El biodiésel tiene un poco menos de energía que el diésel normal, aunque esto no siempre se nota mucho al conducir.
- Almacenamiento: Se degrada más rápido que el diésel de petróleo y puede absorber agua, lo que requiere un almacenamiento cuidadoso.
- Uso de tierras: Para reemplazar todo el combustible fósil con biodiésel, se necesitarían enormes cantidades de tierra cultivable, lo que podría competir con la producción de alimentos.
Investigaciones Actuales
Los científicos están buscando nuevas formas de producir biodiésel de manera más eficiente y sostenible.
- Biodiésel de algas: Se investiga mucho el uso de algas porque pueden crecer en lugares que no sirven para cultivar alimentos y tienen un alto contenido de aceite.
- Hongos: Se han descubierto hongos que pueden producir lípidos o incluso convertir celulosa en hidrocarburos similares al diésel.
- Posos de café: Investigadores han logrado producir biodiésel a partir del aceite que se encuentra en los posos de café, lo que podría ser una forma de reciclar este residuo.
Galería de imágenes
-

Muestra de biodiésel.
-

Reciclado de aceite comestible para la producción de combustible biodiésel.
-

Automóvil emblemático de la marca Mercedes-Benz, con motor adaptado al consumo de biodiésel, en Estados Unidos de América.
-
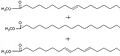
Metil ésteres de ácidos grasos
-

En algunos países, el biodiésel es menos costoso que el diésel convencional.




Véase también
 En inglés: Biodiesel Facts for Kids
En inglés: Biodiesel Facts for Kids
