
Electrodeposición para niños
La electrodeposición es un proceso especial que usa la electricidad para cubrir un objeto con una capa delgada de metal. Imagina que quieres que un objeto de metal barato parezca de oro o que sea más resistente. Con la electrodeposición, puedes lograrlo.
Este método funciona sumergiendo el objeto en una solución líquida que contiene partículas muy pequeñas de metal, llamadas iones. Luego, se aplica una corriente eléctrica que hace que esos iones se peguen al objeto, formando una capa uniforme.
La electrodeposición se usa para darle a los objetos propiedades que no tienen, como hacerlos más resistentes al desgaste, protegerlos de la corrosión (el óxido), mejorar su apariencia o incluso hacer que necesiten menos lubricación. También se puede usar para hacer que piezas desgastadas recuperen su grosor original.
Este proceso es lo contrario de cómo funciona una pila o batería, que produce electricidad a partir de reacciones químicas. Aquí, usamos electricidad para provocar una reacción química que deposita metal. El objeto que se va a cubrir se conecta a la parte negativa de un circuito eléctrico (el cátodo), y el metal que se usará para cubrirlo se conecta a la parte positiva (el ánodo). El metal del ánodo se va disolviendo y reponiendo el que se deposita.
Contenido
¿Qué cambios produce la electrodeposición?
La electrodeposición cambia las características de la superficie de un objeto, pero no su interior. Estos cambios pueden ser:
- Químicos: Por ejemplo, cuando se recubre algo con níquel, mejora su resistencia a la corrosión (que no se oxide).
- Físicos: Como cambiar el aspecto del objeto, haciéndolo más brillante o de otro color.
- Mecánicos: Por ejemplo, aumentar la dureza de la superficie, lo cual es muy útil para herramientas.
Estos cambios son muy importantes en muchas áreas. Por ejemplo, se usa cromo duro para recubrir piezas de máquinas industriales, como los vástagos de cilindros hidráulicos, para que sean más resistentes al desgaste. También se usa para proteger objetos de la corrosión, reducir la fricción o simplemente para que se vean mejor.
¿Cómo funciona el proceso?
Para realizar la electrodeposición, se usan dos piezas de metal: el ánodo y el cátodo. Ambos se sumergen en un líquido especial llamado electrolito, que contiene sales del metal que queremos depositar.
El objeto que queremos recubrir se conecta al polo negativo de una fuente de corriente continua (como una batería). Este es el cátodo. El ánodo, que es del metal que se va a depositar, se conecta al polo positivo.
Cuando se enciende la corriente, el metal del ánodo se disuelve en el líquido, liberando iones (partículas con carga eléctrica). Estos iones viajan a través del líquido y se pegan al objeto en el cátodo, formando una capa de metal sólido. Así, el metal se transfiere del ánodo al objeto que queremos recubrir.
Generalmente, se deposita un metal puro, pero a veces también se pueden depositar algunas mezclas de metales, como el latón.
A veces, se añaden otras sustancias químicas al líquido para que la electricidad fluya mejor o para ayudar a que el ánodo se disuelva de manera constante.
Es importante saber que si el objeto tiene una forma muy complicada, el recubrimiento podría no ser uniforme. Para evitar esto, se pueden usar varios ánodos o un ánodo con una forma similar a la del objeto.
Si no se quiere recubrir ciertas partes del objeto, se pueden cubrir con materiales protectores como cinta, papel de aluminio, lacas o ceras.
La cantidad de corriente eléctrica que se usa es muy importante, ya que afecta qué tan bien se adhiere la capa, su calidad y la velocidad a la que se deposita. A menudo, se usa corriente continua en pulsos, encendiendo y apagando el sistema por periodos cortos.
Capa inicial (Golpe o Strike)
A veces, al principio del proceso, se aplica una capa muy delgada y de alta calidad llamada "golpe" o "flash". Esta capa es como una base que ayuda a que las capas siguientes se adhieran mejor al objeto. Se usa una corriente alta y una solución con pocos iones. Este primer paso es lento, pero asegura una buena base para el resto del recubrimiento.
Este método es útil cuando se quieren recubrir metales que no se llevan bien entre sí. Por ejemplo, si el níquel no se adhiere bien a una aleación de zinc, se puede aplicar primero una capa de cobre, que sí se adhiere bien a ambos.
Electrodeposición con pincel
Existe una técnica similar llamada electrodeposición con pincel. En lugar de sumergir el objeto en un tanque, se usa un pincel especial empapado en la solución de recubrimiento. El pincel se conecta al polo positivo y el objeto al negativo. El operador mueve el pincel sobre el objeto para aplicar el recubrimiento de manera uniforme.
Esta técnica es útil porque es portátil, permite recubrir objetos muy grandes que no caben en un tanque, y no requiere cubrir tantas partes del objeto. Sin embargo, necesita más atención del operador y no permite capas tan gruesas como el método del tanque.
Deposición sin corriente eléctrica
Normalmente, la electrodeposición necesita una fuente de corriente eléctrica. Pero hay un proceso llamado deposición electrolítica (o sin corriente eléctrica) que no la necesita. En este caso, la solución líquida contiene una sustancia química que ayuda a que el metal se deposite en el objeto por sí solo.
Una gran ventaja de este método es que no requiere equipos eléctricos ni tanques grandes, lo que puede reducir los costos. Además, puede recubrir objetos de formas muy variadas y la capa suele ser más uniforme. También permite depositar mezclas de metales y añadir otros materiales a la capa. La desventaja es que suele ser más lento y no permite crear capas de metal tan gruesas. Se usa mucho en objetos decorativos y, cada vez más, en la industria, como en la fabricación de discos duros.
Limpieza del objeto
La limpieza es fundamental para que la electrodeposición funcione bien. Si hay capas de aceite o suciedad en el objeto, el recubrimiento no se adherirá correctamente. Por eso, antes de empezar, los objetos se limpian a fondo con disolventes, detergentes calientes o tratamientos con ácido.
Una prueba común para saber si una superficie está limpia es la "prueba del agua". Se enjuaga el objeto y se sostiene en vertical. Si el agua forma gotas o se escurre rápidamente, significa que hay contaminantes. Si la superficie está perfectamente limpia, el agua formará una capa continua que no se escurrirá.
Ejemplos de uso
La electrodeposición se usa mucho en la vida diaria:
- Joyas: Es muy común recubrir joyas hechas de metales más económicos con una capa muy fina de oro o plata. Esto aumenta su valor, mejora su apariencia y las protege del aire, que puede causar corrosión.
- Monedas: Algunas monedas, como las de Argentina y Uruguay, están hechas de acero recubierto con cobre, latón o níquel mediante electrodeposición.
- Tarjetas electrónicas: Las tarjetas de circuitos electrónicos suelen tener una capa delgada de oro para asegurar un buen contacto y que la electricidad fluya correctamente.
Celda Hull

La celda Hull es una herramienta especial que se usa para probar la calidad de las soluciones líquidas que se utilizan en la electrodeposición. Permite a los expertos saber si la solución está funcionando bien, ajustar la cantidad de aditivos y detectar si hay impurezas.
La celda Hull es un recipiente con una forma especial que simula el tanque de recubrimiento a pequeña escala. Se llena con una muestra de la solución y se coloca un ánodo y un panel de prueba. Al aplicar corriente, el panel se recubre y muestra cómo se comportaría la solución en un proceso real, ayudando a los técnicos a optimizar el proceso.
Galería de imágenes
-
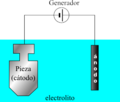
Principio de la electrodepositación: un generador crea una corriente eléctrica que realiza la migración de los iones del electrolito hacia el cátodo (pieza a cubrir).
-
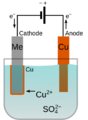
Electrodepositación sobre un metal (Me) de cobre en un baño de sulfato de cobre

.svg)
Véase también
 En inglés: Electrowinning Facts for Kids
En inglés: Electrowinning Facts for Kids
